





Завод күпләп сату графит электродлары корыч ясауда кулланыла




Кечкенә диаметрлы графит электрод.
Безнең алга китешебез югары үсеш алган продуктларга, зур талантларга һәм заводның күпләп сату өчен графит электрод углеродлы үткәргеч консерватив импульс өчен кат-кат көчәйтелгән технология көчләренә бәйле, безнең тенет һәрвакыт ачык: агрессив сыйфатлы әйбер китерү бөтен дөнья буенча кибетчеләргә бәя. Без потенциаль сатып алучыларны OEM һәм ODM заказлары өчен сөйләшергә чакырабыз.
Безнең алгарыш югары үсеш алган продуктларга, зур талантларга һәм берничә тапкыр ныгытылган технология көчләренә бәйлеКитай графит электродлары һәм UHP графит электрод, Сыйфатның катгый контроле бөтен җитештерү процессының һәр сылтамасында башкарыла. Без сезнең белән дус һәм үзара файдалы хезмәттәшлек урнаштырырга чын күңелдән өметләнәбез. Highгары сыйфатлы продуктларга һәм сату алдыннан / сатудан соң хезмәт күрсәтү - безнең идея, кайбер клиентлар безнең белән 10 елдан артык хезмәттәшлек иттеләр.
Техник параметр
| Параметр | Partлеш | Берәмлек | RP 100mm (4 ”) Мәгълүмат |
| Номиналь диаметр | Электрод | мм (дюйм) | 100 (4) |
| Макс Диаметр | mm | 102 | |
| Мин диаметр | mm | 99 | |
| Номиналь озынлык | mm | 1200 | |
| Макс озынлык | mm | 1250 | |
| Мин озынлык | mm | 1125 | |
| Макс агым тыгызлыгы | КА / см2 | 19-30 | |
| Хәзерге йөртү мөмкинлеге | A | 1500-2400 | |
| Конкрет каршылык | Электрод | μm | 7.5-8.5 |
| Имчәк | 5.8-6.5 | ||
| Флексур көч | Электрод | Mpa | .10.0 |
| Имчәк | ≥16.0 | ||
| Яшьләр модуле | Электрод | Gpa | ≤9.3 |
| Имчәк | ≤13.0 | ||
| Күпчелек тыгызлык | Электрод | г / см3 | 1.55-1.64 |
| Имчәк | .71.74 | ||
| CTE | Электрод | × 10-6/ ℃ | .42.4 |
| Имчәк | ≤2.0 | ||
| Эш эчтәлеге | Электрод | % | ≤0.3 |
| Имчәк | ≤0.3 |
Искәрмә: үлчәм буенча теләсә нинди таләп тәкъдим ителергә мөмкин.
Киң куллану
RP графит электроды гадәттә LF (Ladle мич) һәм EAF (Электр аркасы мич) корыч җитештерүдә кулланыла. Электрод бу мичләр белән бик туры килә һәм яхшы нәтиҗәләр бирә. RP графит электроды шулай ук алдан пешерелгән анод һәм корыч шкаф кебек башка кушымталарда да кулланыла.
Куллану һәм куллану өчен күрсәтмә
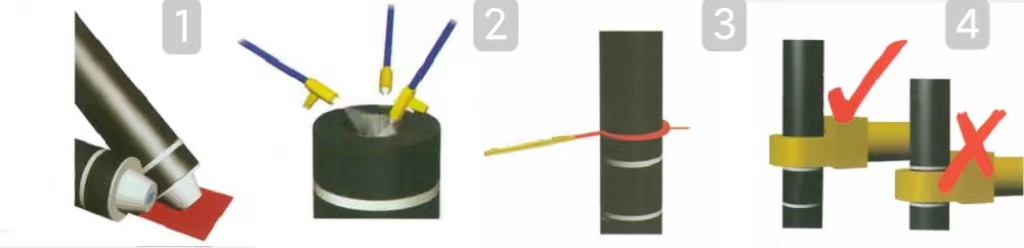
1. Яңа электрод тишегенең саклагыч капкасын алыгыз, электрод тишегендәге җепнең тулы һәм тулы булмаганын тикшерегез, электродны куллану мөмкинлеген ачыклау өчен профессиональ инженерларга мөрәҗәгать итегез;
2. Электрод элгечне бер очында электрод тишегенә винтлагыз, һәм электрод кушылмасына зыян китермәс өчен йомшак ястыкны электродның икенче очына урнаштырыгыз. (1 нче рәсемне кара)
3. Берләштерүче электродның өслегендә һәм тишегендә тузан һәм кояш сугу өчен кысылган һаваны кулланыгыз, аннары яңа электродның өслеген һәм тоташтыргычын чистартыгыз, кисточка белән чистартыгыз; (2 нче рәсемне кара)
4. Яңа электродны көтелгән электрод өстендә күтәрегез, электрод тишеге белән тигезләнегез һәм әкрен төшегез;
5. Электродны дөрес ябу өчен тиешле момент бәясен кулланыгыз; (3 нче рәсемне кара)
6. Кыскыч тоткыч сигнализация сызыгыннан урнаштырылырга тиеш. (4 нче рәсемне кара)
7. Чистарту чорында электродны нечкә итү җиңел, ватылу, уртак төшү, электрод куллануны арттыру, зинһар, электродларны углерод күләмен күтәрү өчен кулланмагыз.
8. eachәр җитештерүче кулланган төрле чимал һәм җитештерү процессы, электродларның физик һәм химик үзлекләре һәм һәр җитештерүченең буыннары. Шулай итеп, гомуми шартларда, төрле җитештерүчеләр җитештергән электродларны һәм буыннарны катнаш кулланмагыз.
Бәйләнешле продуктлар
-

Кытай UHP графит электрод җитештерүчеләре мич ...
Техник параметр параметр өлеше RP 400mm (16 ") Номиналь диаметр Электрод мм (дюйм) 400 Макс Диаметр мм 409 Мин Диаметр мм 403 Номиналь Озынлык мм 1600/1800 Макс Озынлык мм 1700/1900 Мин Озынлык мм 1500/1700 Макс Агым тыгызлыгы KA / см2 14-18 Агымдагы йөртү сыйфаты А 18000-23500 Конкрет Каршылык Электрод μΩm 7.5-8.5 Имчәк 5.8-6.5 Флексур Көч Электрод Mpa ≥8.5 Нипп ...
-

Су астында калган электр өчен графит углерод электродлары ...
Техник параметр параметр өлеше RP 350mm (14 ") Мәгълүмат номиналь диаметр электрод (E) мм (дюйм) 350 (14) Макс диаметр мм 358 мин диаметр мм 352 номиналь озынлык мм 1600/1800 Макс озынлык мм 1700/1900 мин озынлык мм 1500 / 1700 Макс Агым тыгызлыгы KA / cm2 14-18 Агымдагы йөртү сыйфаты A 13500-18000 Конкрет Каршылык Электроды (E) μΩm 7.5-8.5 Имчәк (N) 5.8-6.5 Флексураль көч электроды (E) ...
-

Графит электрод сыныклары углерод күтәрүче рекар ...
Техник параметр әйбернең чыдамлылыгы Чын тыгызлык FC SC Ash VM Мәгълүмат ≤90μΩm ≥2.18g / cm3 ≥98.5% ≤0.05% ≤0.3% ≤0.5% Искәрмә 1. Иң яхшы сату күләме - 0-20 мм, 0-40, 0,5-20, 0,5-40 мм һ.б. 2. Без клиентлар таләбе буенча җимерә алабыз. 3. Клиентларның махсус таләбе буенча зур күләм һәм тотрыклы тәэмин итү сәләте Графит Электрод Скрап Эшчәнлеге Тасвирлау Продукция процессы кушымтасы ...
-

Электр аркасы мич графит электродлары HP550m ...
Техник параметр параметр өлеше HP 550 мм (22 ") Номиналь диаметр Электрод мм (дюйм) 550 Макс Диаметр мм 562 Мин Диаметр мм 556 Номиналь озынлык мм 1800/2400 Макс Озынлык мм 1900/2500 Мин Озынлык мм 1700/2300 Агым тыгызлыгы KA / cm2 14-22 Агымдагы йөртү сыйфаты A 34000-53000 Конкрет Каршылык Электроды μΩm 5.2-6.5 Имчәк 3.2-4.3 Флексур көч Электрод Mpa ≥10.0 Имчәк ...
-

Графит электрод җитештерүчеләре Кытайда HP500 ...
Техник параметр параметр өлеше HP 500mm (20 ") Номиналь диаметр Электрод мм (дюйм) 500 Макс Диаметр мм 511 Мин Диаметр мм 505 Номиналь озынлык мм 1800/2400 Макс Озынлык мм 1900/2500 Мин Озынлык мм 1700/2300 Агымдагы тыгызлык KA / см2 15-24 Агымдагы йөртү сыйфаты 30000-48000 Конкрет Каршылык Электрод μΩm 5.2-6.5 Имчәк 3.5-4.5 Флексур Көч Электрод Mpa ≥11.0 Имчәк ...
-

Электролизда графит электродлар HP 450mm 18 ...
Техник параметр параметр өлеше HP 450mm (18 ") Номиналь диаметр Электрод мм (дюйм) 450 Макс Диаметр мм 460 Мин Диаметр мм 454 Номиналь озынлык мм 1800/2400 Макс Озынлык мм 1900/2500 Мин Озынлык мм 1700/2300 Агымдагы тыгызлык KA / см2 15-24 Агымдагы йөртү сыйдырышлыгы 25000-40000 Конкрет Каршылык Электрод μΩm 5.2-6.5 Имчәк 3.5-4.5 Флексур Көч Электрод Mpa ≥11.0 Имчәк ...





